How to Design a Rotary Airlock Valve: Key Considerations for Bulk Material Handling
How to Design a Rotary Airlock Valve:
Key Considerations for Bulk Material Handling
Why Rotary Airlock Valves Matter
If you’ve worked in bulk material handling, you’ve surely come across the Rotary Airlock Valve (RAV). Think of it as the unsung hero of your system it regulates the flow of powders, granules, or pellets between two different pressure zones while minimizing air leakage. Whether in a pneumatic conveying line, dust collection system, or feeding process, the rotary valve ensures smooth, controlled material discharge.
But here’s the catch a poorly designed rotary valve can become a bottleneck. From excessive wear and tear to product leakage, the wrong design choice can cost you in downtime, maintenance, and money.
That’s why getting the design right matters. Before we dive into the key factors, let’s take a quick look at the types of rotary valves out there.

What is a Rotary Valve & What's in the RAV Family?
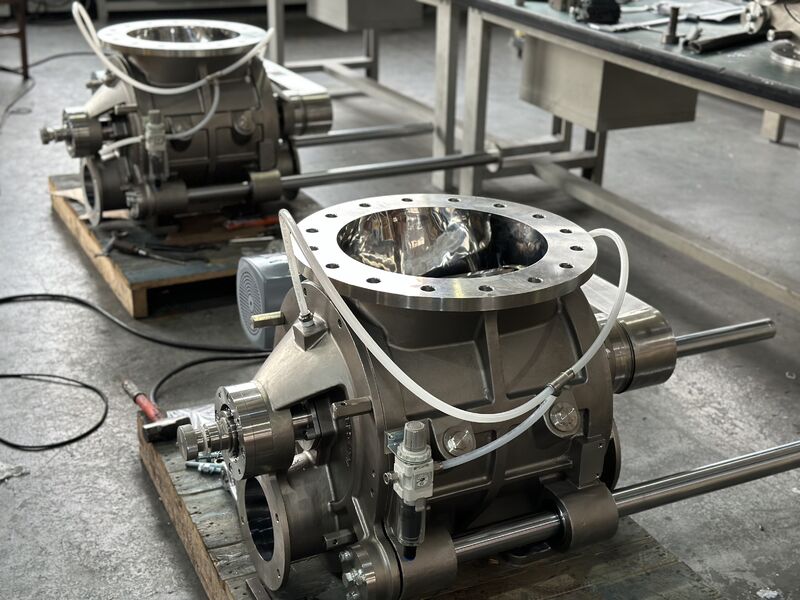
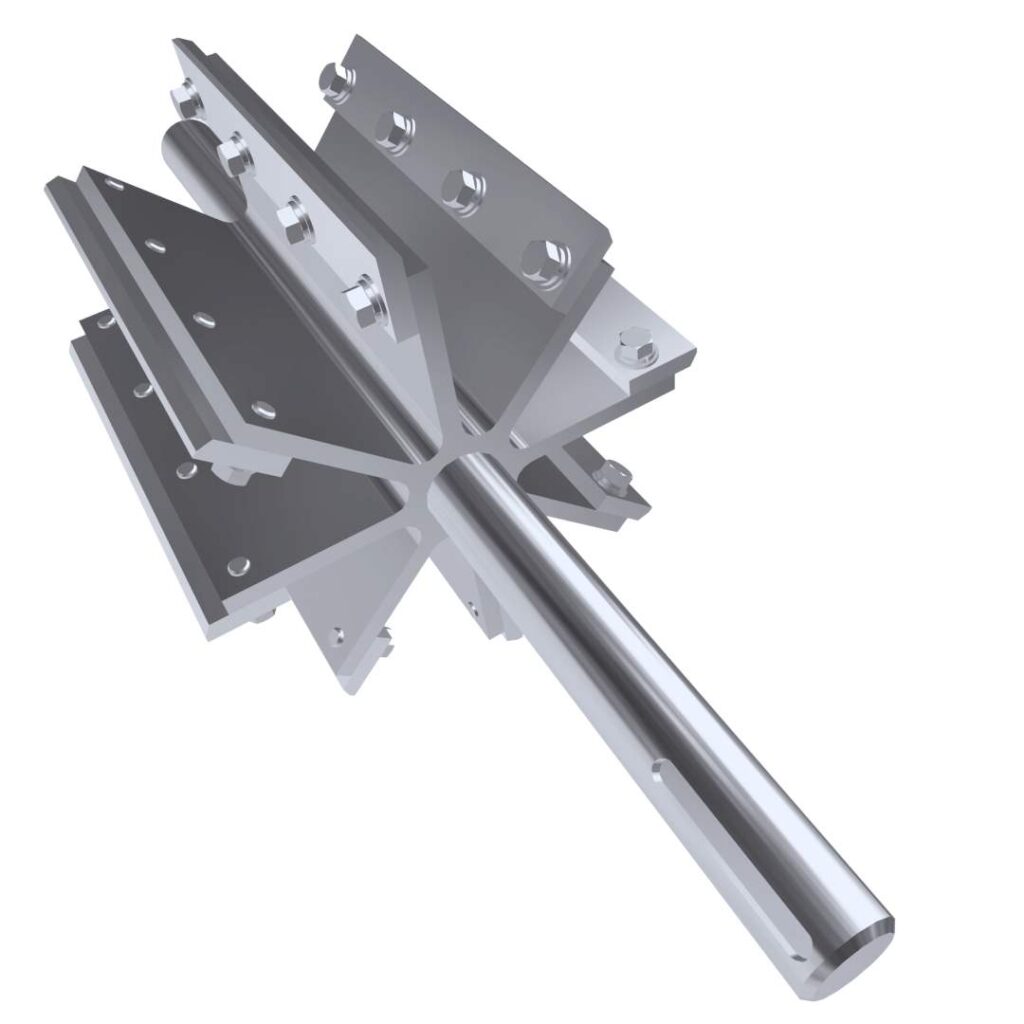
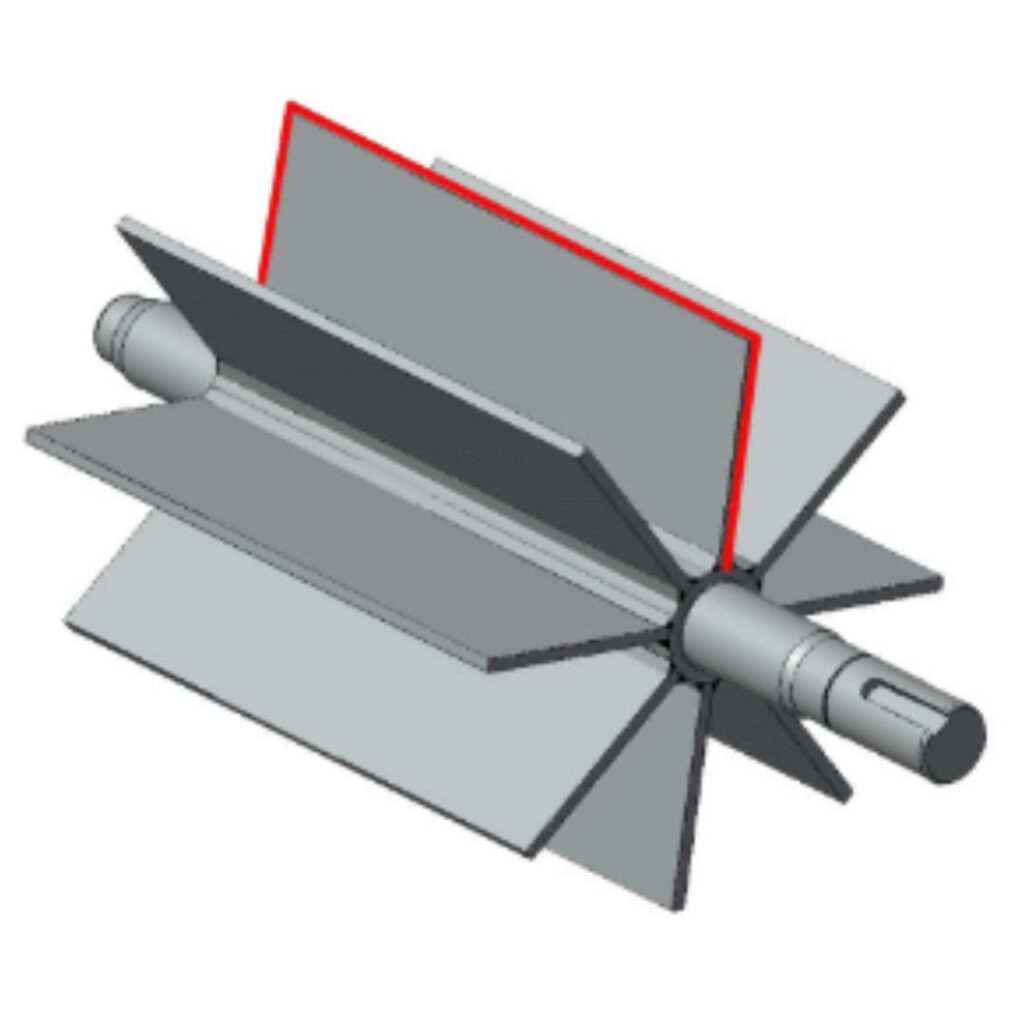
At its core, a rotary airlock valve (or RAV) is a simple machine. It consists of a vaned rotor that spins inside a cylindrical housing. As the rotor turns, the pockets between the vanes pick up material from the inlet above and drop it out of the outlet below, all while maintaining a pressure seal (the “airlock”).
Rotary valves aren’t one-size-fits-all. Depending on your process, material properties, and application, you’ll find different designs:

This is the “classic” rotary valve you’ll find in many plants. Material enters from the top and drops directly into the cavity of the rotor, which then rotates and discharges it downward into the next stage of the process.

- Where it’s used: Perfect for handling free-flowing powders, grains, and pellets.
- Why it’s popular: Simple, reliable, and cost-effective, the direct gravity-assisted flow makes it less prone to clogging.
- Key advantage: Works well in applications where air leakage control is not extremely critical, like feeding dust collectors or silos.
This type is designed with pneumatic conveying in mind. Instead of simply dropping through, the material is discharged directly into a pressurized conveying line with the help of air or gas.

- Where it’s used: Perfect for handling free-flowing powders, grains, and pellets.
- Why it’s popular: Reduces product build-up inside the valve and ensures a smooth transition into the pipeline.
- Key advantage: Particularly effective for cohesive or sticky powders, where a drop-through design might struggle with blockages.
3. Easy-Clean Rotary Valve
Hygiene-sensitive industries, like food processing and pharmaceuticals, can’t afford contamination or product cross-over. That’s where easy-clean designs shine.

- Where it’s used: Food, dairy, nutraceuticals, and pharmaceutical manufacturing.
- Why is it needed: Regulations demand frequent cleaning and inspection.
- Key advantage: These valves are built with quick-release mechanisms that allow the rotor to be removed without dismantling the entire unit, saving precious time during product changeovers.
4. High-Temperature or Heavy-Duty Valves
Not all materials are gentle. Some are abrasive, corrosive, or processed at high temperatures. Heavy-duty rotary valves are designed to withstand these punishing conditions.

- Where it’s used: Industries like cement, minerals, steel, power plants, and chemicals.
- Why it’s important: Standard valves would wear out too quickly under such stress.
- Key advantages: Built with special alloys, wear-resistant coatings, and reinforced housings to resist abrasion, erosion, and thermal expansion.
Challenges Caused by Improper Rotary Valve Design
Let’s be real if the rotary valve isn’t designed correctly, you’ll know it. Some common headaches include:
- Excessive Air Leakage: leading to poor system performance and higher energy costs.
- Material Jamming or Build-Up: especially if you’re handling sticky or hygroscopic powders.
- Excessive Wear: When abrasive materials erode the rotor tips or housing too quickly.
- Inconsistent Feed Rates: disrupting downstream processes and product quality.
- Difficult Maintenance: valves that are tough to clean or disassemble lead to longer downtimes.
All these stems from one root cause: not considering key design factors early on.
Key Factors to be Considered for Rotary Valve Design
1. Material Characteristics
- Is your material free-flowing, abrasive, or sticky?
- Powders like flour behave very differently compared to materials like silica or polymer pellets.
- Choosing the wrong clearances, coatings, or rotor type can quickly damage your valve.
2. Operating Pressure and Temperature
- Rotary valves act as “airlocks” between pressure zones.
- If the design doesn’t match your pressure or temperature range, you’ll face leakage or thermal expansion issues.
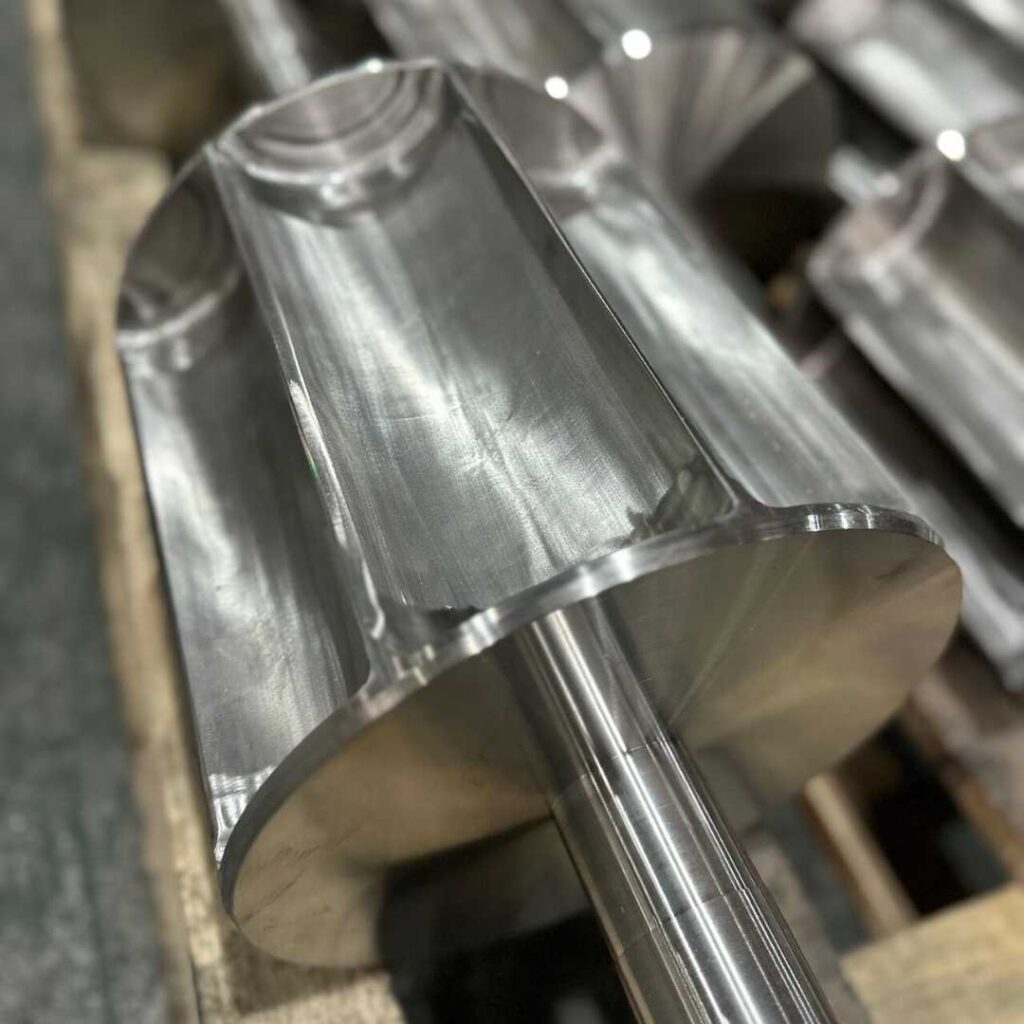
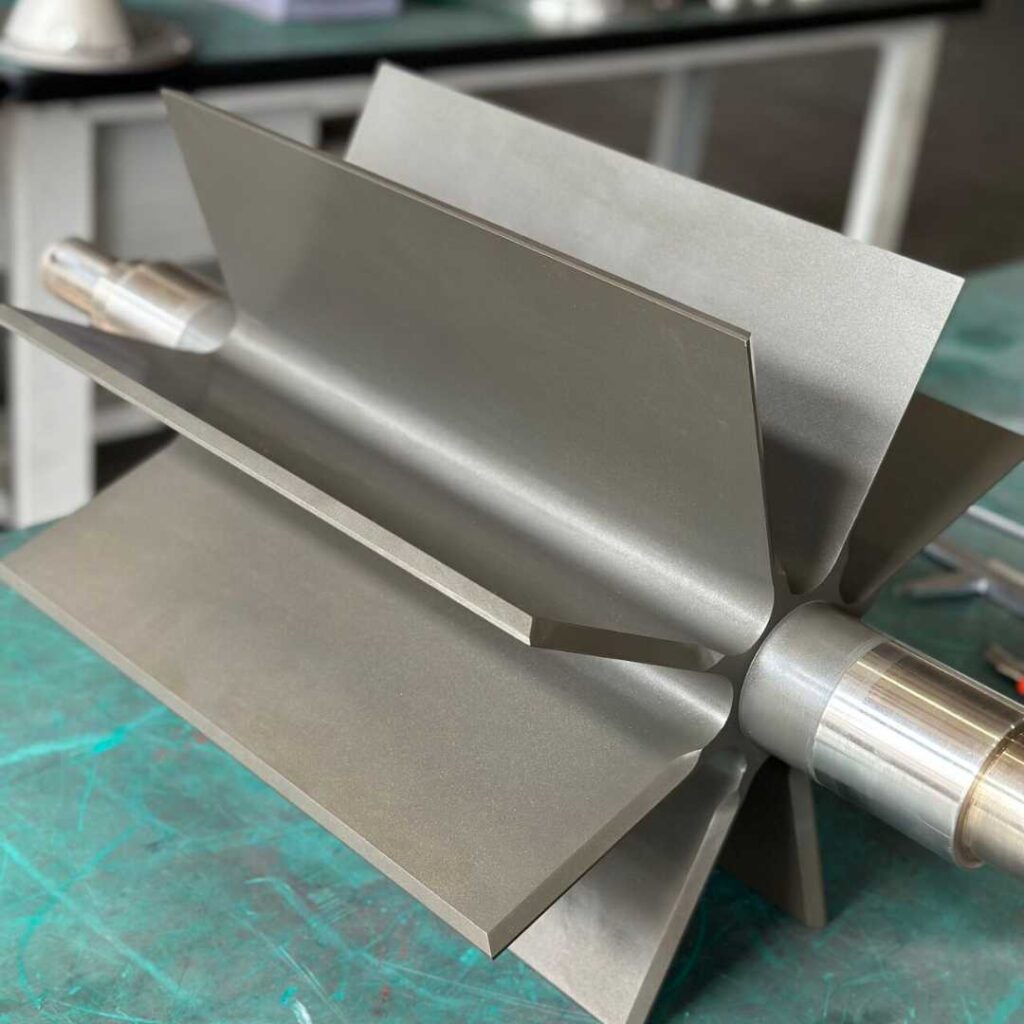
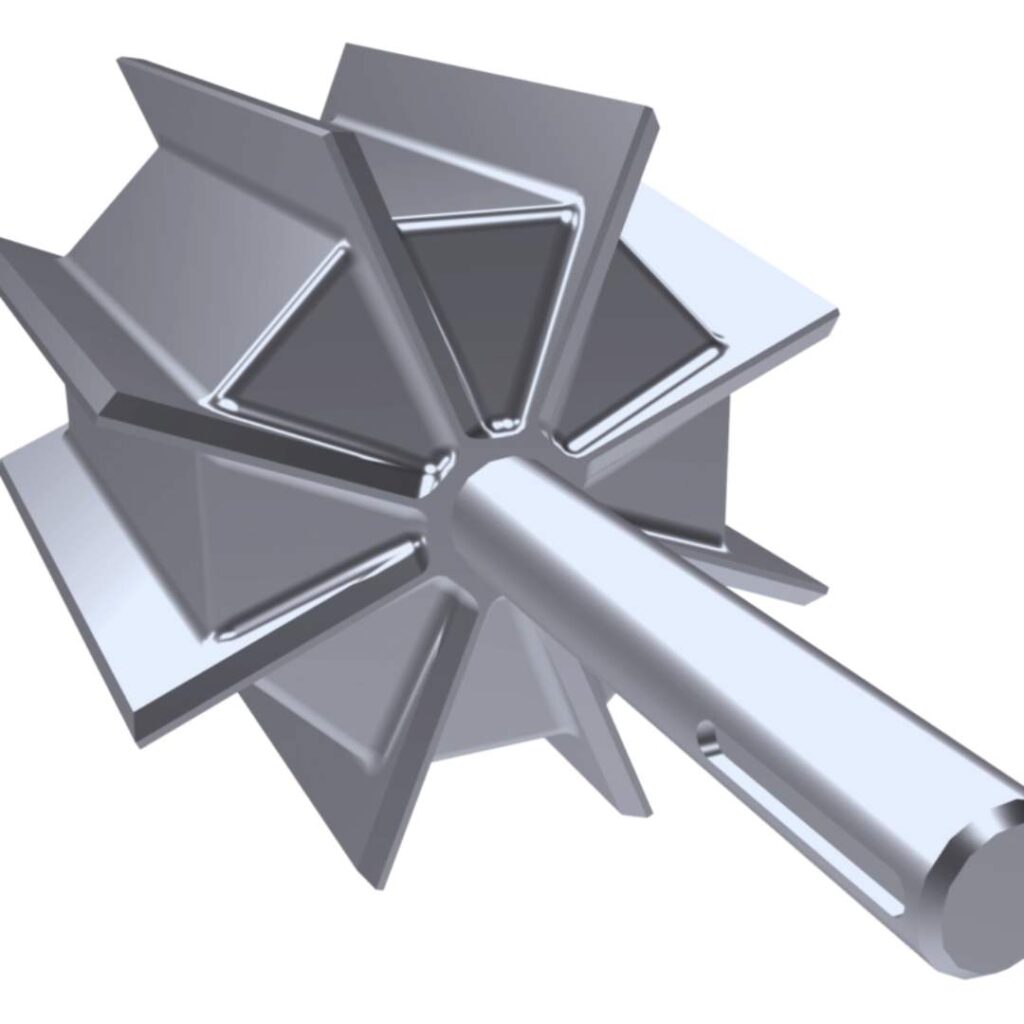
3. Rotor Design
- Number of vanes, type of tips (metal, rubber, or composite), rotor geometry and the gap clearance all play a role.
- It’s about finding the right balance for your process.
4. Construction Material & Coatings
- Cast iron, stainless steel, or special alloys each have its pros and cons.
- For abrasive products, hardened or coated surfaces extend life.
- For food and pharma, stainless steel with a smooth finish is a must.
5. Capacity & Throughput
- Oversized valves lead to air leakage; undersized ones choke your system.
- Calculating the correct throughput based on bulk density and rotor volume is key.
6. Maintenance & Cleanability
- Does your process need frequent cleaning? Go for easy-clean or quick-release designs.
- Poorly accessible valves increase downtime and risk of contamination.
7. Sealing System
- Shaft seals must be chosen carefully; stuffing box, mechanical seals, or air purged seals depending on your application.
- The right sealing prevents product leakage and protects bearings.
8. Energy Efficiency
- A valve with poor clearances or wrong design can make your blower/compressor work harder.
- Energy-efficient designs save costs in the long run.
A rotary airlock valve may look like a simple device, but its design can make or break your system’s performance. By carefully considering material properties, operating conditions, rotor design, sealing, and cleanability, you can ensure your valve runs reliably and efficiently for years.
Remember, the cheapest option isn’t always the best. A well-designed valve reduces downtime, maintenance costs, and headaches leaving you free to focus on production instead of repairs.
So next time you’re specifying a rotary valve, take a step back and ask: Is this design really right for my process? That one question can save you a lot of trouble later.