How to Optimize Pneumatic Conveying Efficiency with Air Velocity
How to Optimize Pneumatic Conveying
Efficiency with Air Velocity
If you’ve ever worked with a pneumatic conveying system, you already know this truth – air does all the heavy lifting. But here’s the catch: more air doesn’t always mean better conveying.
One of the most misunderstood (and often misused) parameters in pneumatic conveying is air velocity. Too low, and material starts settling, choking lines, or blocking bends. Too high, and suddenly you’re dealing with excessive wear, broken particles, dust generation, and skyrocketing power costs.
So how do you strike the right balance?
Let’s break it down- practically, clearly, and without drowning in theory.
First Things First: What Is Air Velocity (Really)?
In simple terms, air velocity is the speed at which air moves through the conveying pipeline, usually measured in meters per second (m/s).
But in a pneumatic conveying system, air velocity is more than just a number-it’s the driving force that keeps your material suspended and moving from Point A to Point B.
Think of it like a river:
• If the water flows too slowly, sediment settles.
• If it flows too fast, it erodes the riverbed.
Your conveying pipeline behaves in exactly the same way.
Why Air Velocity Deserves Your Attention
Many systems fail-or underperform-not because of bad equipment, but because air velocity was never properly optimized.
Air velocity directly affects:
- Conveying stability
- Material degradation
- Pipeline and bend wear
- Energy consumption
- Dust generation and product quality
In short, air velocity decides whether your system runs smoothly or constantly demands firefighting.
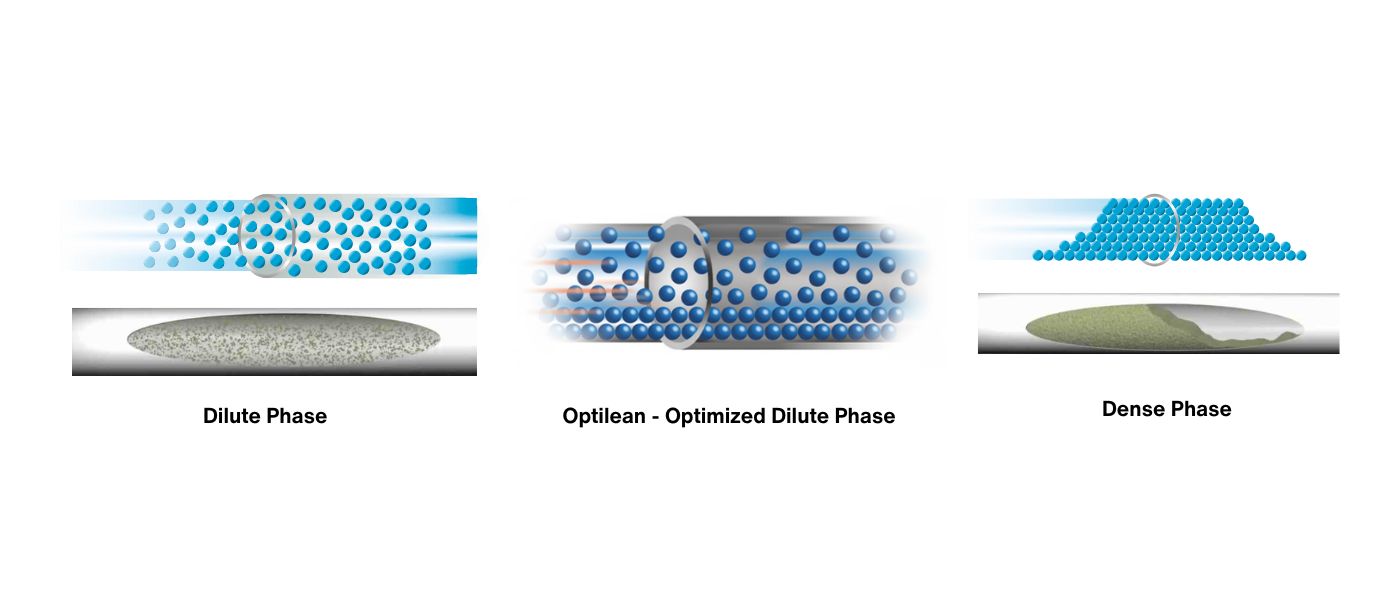
Typical Air Velocities for Different Pneumatic Conveying Systems
To make things simpler, let’s put the key differences side by side. This comparison helps quickly understand where each system fits and why air velocity plays such a critical role.
Conveying System | Typical Air Velocity | How the Material Moves | Best Suited For | Key Advantages | Key Considerations |
15–25 m/s | Material is fully suspended in fast-moving air | Free-flowing powders, granules, long-distance conveying | Simple design, flexible layouts | Higher wear, particle breakage, increased power consumption | |
12–20 m/s (optimized range) | Controlled suspension with reduced turbulence | Applications needing dilute phase flexibility with better efficiency | Lower wear, reduced energy usage, improved material integrity | Requires proper system tuning and material evaluation | |
3–12 m/s | Material moves in plugs, slugs, or dunes | Fragile, abrasive, or high-value materials | Minimal degradation, low wear, energy efficient | Needs precise pressure and feed control |
How Air Velocity Affects Material Inside the System
Let’s talk about what actually happens inside the pipeline.
When Air Velocity Is Too Low
- Material starts settling at the bottom of the pipe
- Increased risk of line choking and blockages
- Unstable conveying and pressure fluctuations
- Higher maintenance and unplanned downtime
In dense phase systems, low velocity is intentional-but only within a controlled pressure regime. Without that control, problems appear fast.
When Air Velocity Is Too High
- Excessive pipe and bend wear
- Particle breakage and fines generation
- Product quality issues (especially in food and plastic pellets)
- Increased dust load on filters
- Higher power consumption
This is one of the most common mistakes-overcompensating with air “just to be safe.
So, How Do You Optimize Air Velocity for Pneumatic Conveying Efficiency?
This is where theory meets real-world engineering.
1. Start with the Material, Not the Equipment
Every material behaves differently:
- Particle size
- Bulk density
- Moisture content
- Fragility
- Abrasiveness
A fine powder and plastic pellets may weigh the same-but they do not convey the same way. Always design velocity around material behavior, not just throughput targets.
2. Choose the Right Conveying Mode
Many systems struggle because they’re operating in the wrong mode.
Ask yourself:
- Is my material fragile or abrasive?
- Am I generating too much dust?
- Are bends wearing out too quickly?
If yes, shifting from high-velocity dilute phase to optimized dilute phase conveying can dramatically improve efficiency.
3. Control Air Velocity, Don’t Just Generate It
Blowers and compressors don’t optimize systems – it’s how you control them. Key tools that help:
- Pressure sensors along the pipeline
- Automatic air control units
- PLC-based logic to adjust air flow
- Proper feed control devices (rotary valves, dome valves, screw feeders)
Stable feed = stable velocity = stable conveying.
4. Pay Attention to Pipeline Design
Even perfect air velocity won’t save a poorly designed pipeline. Watch out for:
- Too many bends
- Sharp-radius elbows
- Sudden diameter changes
- Long horizontal runs without proper velocity margins
Good layout reduces the need for excessive air in the first place.
5. Don’t Forget Energy Efficiency
Air is expensive-especially compressed air. Optimized air velocity means:
- Too many bends
- Sharp-radius elbows
- Sudden diameter changes
- Long horizontal runs without proper velocity margins
This is often where ROI quietly hides in pneumatic conveying systems.
Now, this is where things get interesting.
Not every application is ready-or suitable-for dense phase conveying. At the same time, running conventional dilute phase at very high velocities often creates more problems than solutions.
That’s exactly the gap OptiLean™ (Optimized Dilute Phase by Indpro) is designed to fill.
Instead of pushing material aggressively at 25–30 m/s, OptiLean™ focuses on:
- Reducing air velocity without compromising pickup
- Stabilizing material flow
- Lowering wear on pipelines and bends
- Cutting down power consumption

Think of it as a smarter, calmer version of dilute phase conveying-still flexible, still reliable, but far more efficient.
Optimizing air velocity isn’t about running faster or slower-it’s about running smarter.
When air velocity is right:
- Material flows smoothly
- Wear reduces
- Energy consumption drops
- Maintenance headaches fade away
And the system stops feeling like a problem… and starts feeling like an asset.
If you’re serious about pneumatic conveying efficiency, start by asking one simple question:
“Is my air velocity working with my material-or against it?”
That answer changes everything.

