Closed Loop Nitrogen Conveying: Engineering Safe Transfer of Oxygen & Moisture-Sensitive Materials
Closed Loop Nitrogen Conveying: Engineering Safe Transfer of Oxygen & Moisture-Sensitive Materials
Across modern process industries, bulk solids handling has evolved from a simple material transfer activity into a critical process engineering function. Industries such as chemicals, polymers, battery materials, food processing, and minerals increasingly handle powders and granules that are oxidation-sensitive, moisture-sensitive, explosive, or contamination-sensitive.
Traditional air-based pneumatic conveying systems, while widely used, introduce inherent risks when dealing with such materials:
• Oxidation and product degradation
• Explosion hazards due to oxygen presence
• Moisture contamination
• Product quality deterioration
• Safety risks for operators and plants
To overcome these challenges, many advanced processing facilities are adopting Closed Loop Nitrogen Conveying Systems – an engineered solution designed to ensure inert, contamination-free, and energy-efficient material transfer.
Closed loop nitrogen conveying represents a paradigm shift in bulk solids handling, transforming conveying systems into controlled process environments rather than simple transport mechanisms.
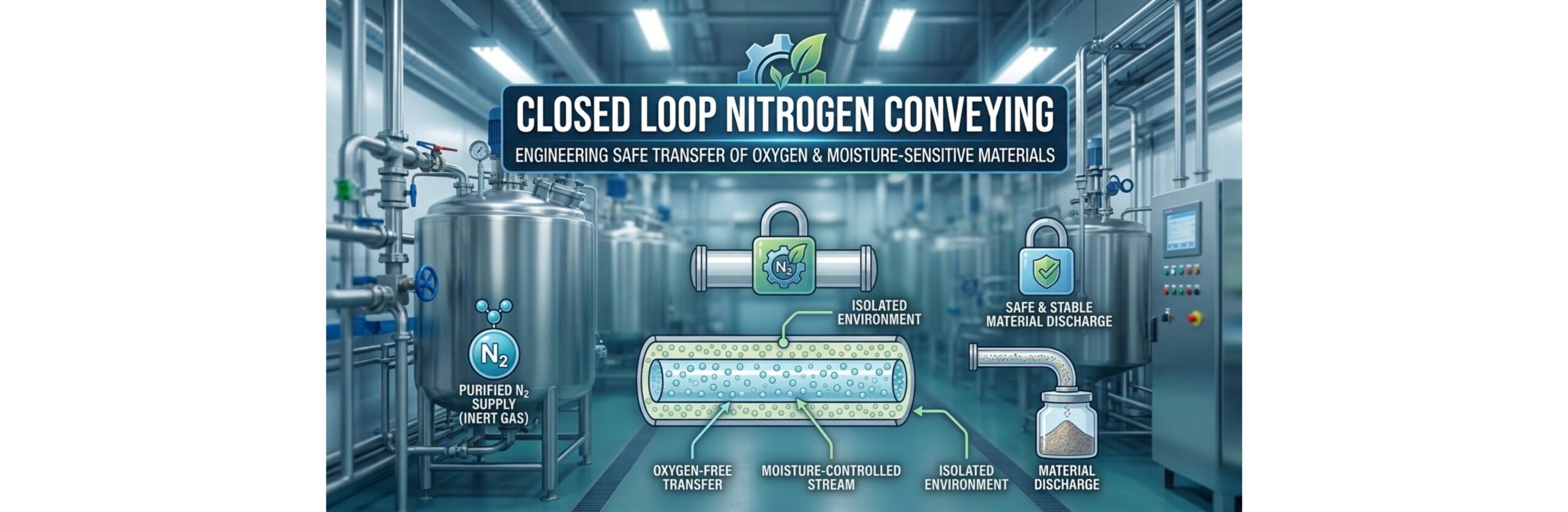
What is Closed Loop Nitrogen Conveying?
Closed Loop Nitrogen Conveying is a specialized pneumatic conveying system where nitrogen gas is used as the conveying medium instead of atmospheric air, and the gas is recirculated within a sealed loop rather than being vented to atmosphere.
The fundamental principle is simple but powerful:
The conveying gas (nitrogen) continuously circulates through the system in a closed circuit, maintaining an inert atmosphere while transporting bulk solids safely.
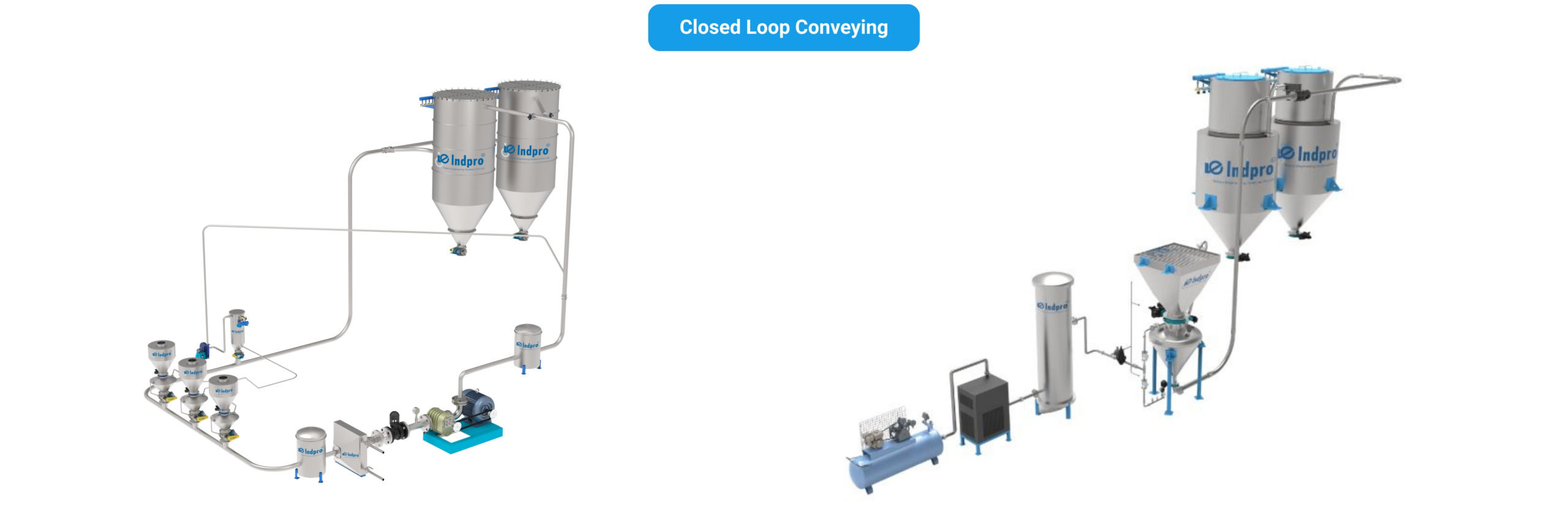
Typical System Components
A closed loop nitrogen conveying system generally consists of:
• Material feeding device
• Nitrogen gas blower or compressor
• Conveying pipeline
• Cyclone separator / filter receiver
• High-efficiency filtration unit
• Nitrogen recirculation line
• Oxygen analyzer
• Pressure control system
• Nitrogen make-up supply
• Safety interlocks and PLC control
Operating Concept
1. Nitrogen gas is circulated through the conveying pipeline
2. Bulk solids are entrained and transported through the pipeline
3. Material is separated at the receiver
4. Nitrogen passes through filters to remove residual dust
5. Clean nitrogen is recirculated back to the blower
6. Small nitrogen make-up compensates for minor system losses
The result is a stable inert environment throughout the conveying cycle.
Importance of Closed Loop Nitrogen Conveying
In advanced processing industries, product quality, plant safety, and regulatory compliance are increasingly interlinked.
Closed loop nitrogen conveying provides a solution that addresses all three simultaneously.
1. Explosion Risk Mitigation
Many powders handled in process industries fall under combustible dust categories.
Examples include:
• Agrochemical powders
• Polymer resins
• Food starch and sugar
• Battery materials
• Metal powders
When such powders interact with oxygen and an ignition source, the risk of dust explosion becomes significant.
By replacing air with nitrogen, the system maintains oxygen concentration below the limiting oxygen concentration (LOC), effectively eliminating explosion risk.
2. Oxidation Protection
Certain materials degrade rapidly in the presence of oxygen.
Typical examples include:
• Additives
• Pharmaceutical powders
• Food ingredients
• Battery materials
Closed loop nitrogen conveying ensures that oxidation-sensitive materials remain protected during transfer, maintaining product integrity.
3. Moisture Control
Atmospheric air often carries humidity and contaminants.
For hygroscopic materials, exposure to moisture can cause:
• Agglomeration
• Caking
• Flow problems
• Reduced shelf life
Closed loop nitrogen systems maintain low moisture environment, improving powder handling reliability.
4. Product Purity and Contamination Control
Industries such as food, pharmaceuticals, and specialty chemicals require extremely high levels of cleanliness.
A sealed inert system prevents:
• External contamination
• Oxygen exposure
• Cross-contamination
5. Process Stability and Repeatability
Closed systems provide controlled conveying conditions, including:
• Stable gas velocity
• Controlled pressure levels
• Consistent gas composition
This improves batch-to-batch consistency and process repeatability.
Applications Across Process Industries

Closed loop nitrogen conveying has become increasingly important across multiple industrial sectors where product sensitivity and safety requirements are high.
Chemical Industry: Chemical processing frequently involves materials that are reactive, toxic, or oxidation-sensitive. Typical applications include:
• Specialty chemical powders
• Catalysts
• Activated carbon
• Fine chemical intermediates
In these applications, closed loop nitrogen systems ensure:
• Safe handling of reactive powders
• Protection from oxidation
• Reduced operator exposure
Polymer and Petrochemical Industry: Polymer plants often require inert conveying environments, particularly when handling:
• Polymer resins
• Additives
• Masterbatch ingredients
• Anti-oxidants
Closed loop nitrogen conveying helps maintain polymer quality and prevents oxidation of sensitive additives.
Food Processing Industry: Food ingredients mentioned below are often oxygen-sensitive or highly combustible:
• Milk powder
• Starch
• Sugar
• Cocoa
• Nutritional powders
Nitrogen conveying ensures:
• Extended shelf life
• Flavor protection
• Oxidation prevention
• Improved food safety
Minerals and Advanced Materials: Mineral and advanced material processing increasingly handles ultra-fine powders that require inert environments.
Examples include:
• Silicon powders
• Silica
• Metal powders
• Activated minerals
Nitrogen conveying prevents oxidation and dust explosion risks during handling.
Battery Manufacturing: Battery manufacturing is one of the fastest growing applications for inert conveying systems.
Materials such as:
• Lithium compounds
• Graphite powders
• Cathode materials
• Anode materials
• Conductive carbon
are often highly sensitive to oxygen and moisture.
Closed loop nitrogen conveying ensures:
• Controlled inert atmosphere
• Moisture-free transfer
• Contamination prevention
• Enhanced safety in battery plants
Impact on Plant OPEX (Operational Expenditure)
One of the most common misconceptions is that nitrogen systems are operationally expensive.
However, closed loop nitrogen conveying significantly reduces operating costs compared to open nitrogen systems.
1. Nitrogen Consumption Reduction
Open systems vent nitrogen to atmosphere, resulting in continuous gas consumption.
Closed loop systems recirculate up to 95–98% of nitrogen, drastically reducing consumption.
2. Energy Optimization
Because the gas is recirculated:
• Blower power requirements are optimized
• Pressure stability improves
• Energy consumption per ton of conveyed material decreases
3. Reduced Product Loss
Closed systems minimize:
• Dust emissions
• Product loss
• Contamination
This improves material yield and process efficiency.
4. Lower Maintenance Costs
With proper filtration and gas recirculation:
• Blower wear reduces
• Pipeline erosion decreases
• System reliability improves
5. Improved Safety Economics
Explosion prevention leads to:
• Reduced insurance costs
• Improved regulatory compliance
• Lower risk of production shutdowns
Future Ahead: The Evolution of Inert Conveying Systems
As process industries move toward higher automation, stricter safety regulations, and more complex materials, closed loop nitrogen conveying is expected to become a standard design practice in many plants.
Several technological trends will shape the future of these systems.
1. Smart Conveying Systems
Integration with PLC, advanced sensors, and real-time monitoring will enable:
• Oxygen level monitoring
• Predictive maintenance
• Intelligent gas flow control
2. Integration with Industry 4.0
Future systems will include:
• Digital twins of conveying systems
• Performance analytics
• Remote diagnostics
3. Expansion in Battery and Advanced Materials
With the rapid expansion of EV battery manufacturing and advanced materials, inert conveying will become a core infrastructure technology.
4. Sustainable Gas Management
Improved gas recovery systems will reduce nitrogen losses further, making systems even more energy efficient and environmentally sustainable.
Meeting ATEX requirements protects equipment and personnel – and ensures compliance with global manufacturing standards.
Conclusion
Closed loop nitrogen conveying represents a critical advancement in modern bulk solids handling engineering.
By combining safety, product protection, process stability, and operational efficiency, these systems transform conveying from a simple transport function into a controlled process environment.
As industries continue to handle more sensitive, reactive, and high-value materials, the adoption of closed loop nitrogen conveying will accelerate across sectors such as:
• Chemicals
• Polymers
• Food processing
• Minerals
• Battery manufacturing
For engineering-driven companies, the question is no longer whether inert conveying is required, but rather how efficiently and intelligently it can be implemented.
Closed loop nitrogen conveying is therefore not merely a conveying technology – it is an essential enabler for the next generation of safe, efficient, and high-performance process plants.

