How to Prevent Pellet Degradation in Polymer Pneumatic Conveying
How to Prevent Pellet Degradation in Polymer Pneumatic Conveying
In the polymer processing industry, pneumatic conveying systems play a vital role in ensuring efficient and dust-free transfer of plastic pellets across various stages – from raw material handling to processing and packaging. However, while these systems are designed for efficiency and automation, the combination of high conveying velocities, repeated directional changes, particle – wall interactions, and multiple transfer points can subject pellets to continuous mechanical stress, making the handling process a significant contributor to pellet degradation if not properly engineered.
Pellet degradation – manifesting as fines, dust, chipped particles, and broken granules – can lead to multiple downstream challenges, including inconsistent feeding, contamination, poor melt quality, and increased rejection rates. Despite its significant impact, this issue often remains under-addressed, primarily because it occurs within enclosed conveying pipelines and is not immediately visible during operation.
This blog takes a technical deep dive into the problem of pellet degradation in pneumatic conveying systems and presents a structured engineering approach to mitigate it. Specifically, the blog will cover:
- The mechanisms and types of pellet degradation in plastic conveying
- Key root causes, including velocity, pipeline design, and system components
- The influence of material properties and operating parameters
- Proven engineering strategies and system design practices to minimize damage
- Advanced concepts such as energy-based design
- Practical design guidelines and common mistakes to avoid
By the end of this article, process engineers, plant designers, and decision-makers will gain a clear, actionable understanding of how to design and operate pneumatic conveying systems that preserve pellet integrity, improve process efficiency, and enhance final product quality.
Reframing the Challenge: From “Degradation” to “Material Integrity Management”
In high-performance polymer plants, pellet degradation should not be viewed as an isolated problem – it is better understood as a material integrity challenge.
Every stage of pellet handling introduces mechanical energy into the material. The key question is not whether the pellets are being conveyed efficiently, but:
“How much mechanical stress is being imparted to the material – and is it within acceptable limits?”
This shift in thinking transforms the approach from reactive troubleshooting to proactive engineering design.
Understanding Pellet Degradation in Pneumatic Conveying
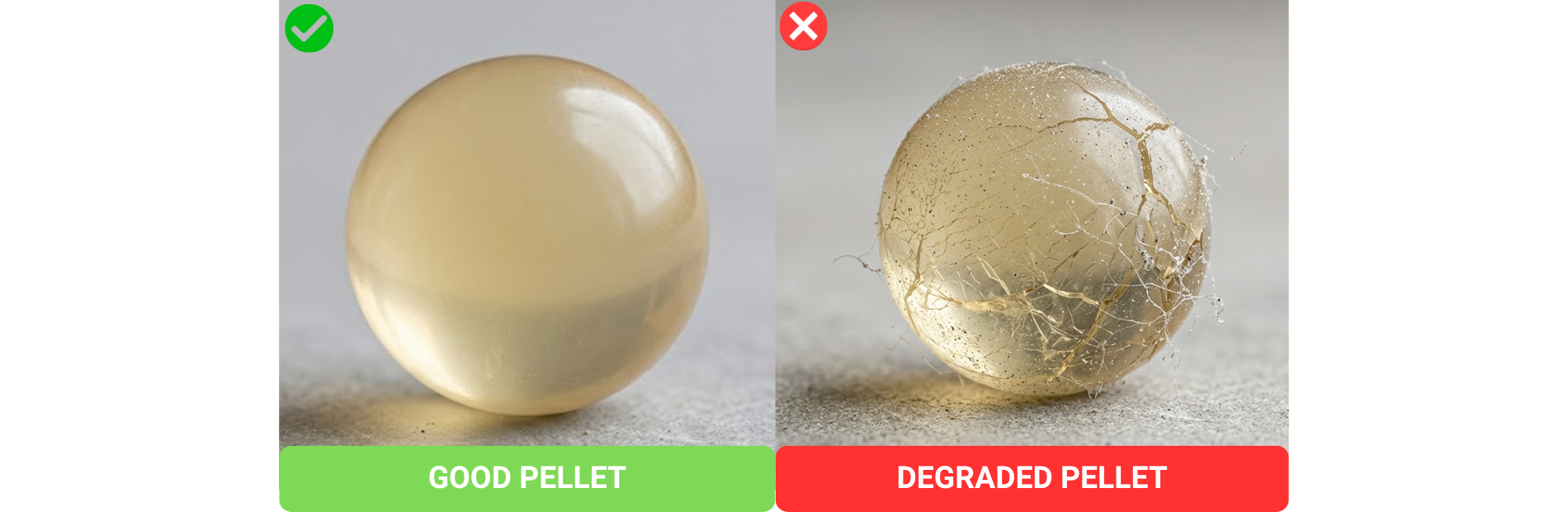
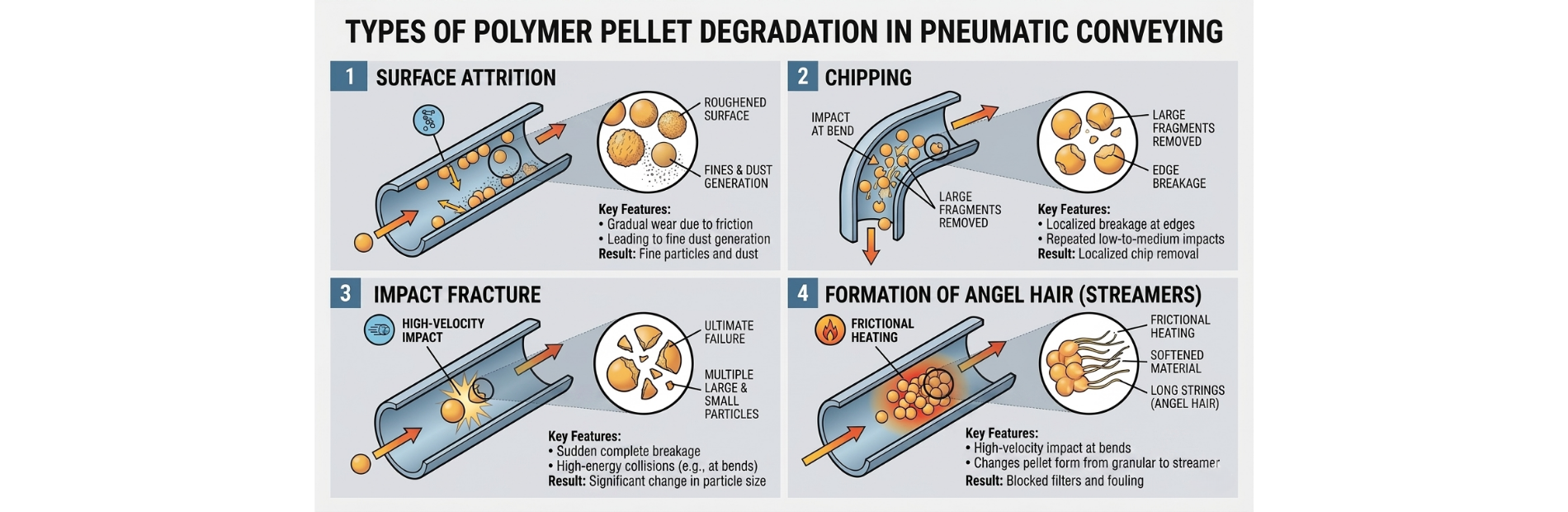
Pellet degradation refers to the physical breakdown of plastic granules during conveying, resulting in fines, chips, and dust. This degradation is primarily caused by mechanical stresses induced by airflow, collisions, and system geometry.
Types of Pellet Degradation
Where Material Integrity is Most at Risk?
Instead of focusing on “problem areas,” it is more effective to identify high-energy zones within a system:
1. Acceleration Zones: Where pellets transition from static to dynamic flow
Key Root Causes of Pellet Degradation
1. High Conveying Velocity
Air velocity is the most influential parameter in pellet degradation.
- Higher velocity → higher kinetic energy → severe impact damage
- Typical dilute phase systems operate at 18–25 m/s, often exceeding safe limits for fragile pellets
- Short-radius bends (high impact zones)
- Excessive number of elbows
- Abrupt directional changes
- Low loading ratio → dilute phase → high velocity → high degradation
- High loading ratio → dense phase → lower velocity → reduced damage
- Sudden acceleration of pellets into high-speed air streams
- Poorly designed rotary valves or venturi feeders
- Diverter valves
- Rotary airlock valves
- Cyclones and separators
- Pipe transitions and expansions
Key Engineering Strategies for Pellet Integrity
1. Design for Optimal Velocity, Not Maximum Throughput
A common industry tendency is to design systems with excess velocity margins. A more refined approach is:
- Operate at minimum stable conveying velocity
- Balance throughput with material sensitivity
- Avoid velocity spikes through proper system control
- Use long-radius bends
- Minimize directional changes
- Replace sharp transitions with smooth flow paths
- Introducing material progressively into the flow
- Maintain uniform feed rates
- Avoid sudden velocity gradients
- Lower velocity, high loading systems provide natural cushioning effects
- Flow regimes should be selected based on pellet durability and application criticality
- Smooth internal geometry
- Gradual flow transitions
- Reduced impact surfaces
- Use wear-resistant materials
- Conduct periodic inspections
- Replace critical components before degradation accelerates
- Fines generation trends
- Particle size distribution (PSD)
- Dust loading levels
Advanced Perspective: From Velocity-Based to Energy-Based Design
Traditional design approaches rely heavily on velocity thresholds. However, a more advanced framework considers:
- Impact energy limits of specific polymers
- Cumulative stress exposure across the system
- Interaction between material and system design
| Design Aspect | Engineering Focus |
|---|---|
| Velocity | Minimum stable, controlled |
| Flow Regime | Selected based on material sensitivity |
| Pipeline Geometry | Smooth, long-radius, minimal bends |
| Feeding | Controlled and continuous |
| Components | Low-impact, smooth transitions |
| Maintenance | Prevent wear-induced degradation |
| Monitoring | Continuous material quality tracking |
Common Industry Gaps
Even well-designed systems can underperform due to:
- Overemphasis on capacity over material behavior
- Standardized designs applied to diverse polymers
- Lack of integration between process and conveying design
- Limited visibility into material degradation
Conclusion: Engineering for Material Integrity
Preventing pellet degradation is not about eliminating conveying challenges – it is about engineering systems that respect material behavior.
When systems are designed with:
- Controlled energy input
- Optimized flow paths
- Material-specific considerations
They naturally deliver:
- Reduced fines and dust
- Improved process consistency
- Enhanced product quality
“How do we move material?”
to
“How do we preserve material while moving it?”
Organizations that adopt this mindset will not only solve pellet degradation challenges but will also unlock higher efficiency, better product performance, and long-term competitive advantage.

