Understanding Mixing Mechanisms
Understanding Mixing Mechanisms:
Convective, Diffusive & Shear Mixing
Mixing is a critical unit operation in process industries such as chemicals, food, pharmaceuticals, polymers, and minerals. Despite its apparent simplicity, industrial mixing involves complex interactions between particles, fluids, and mechanical forces.
Achieving consistent product quality requires a deep understanding of mixing mechanisms, material behavior, and process dynamics.
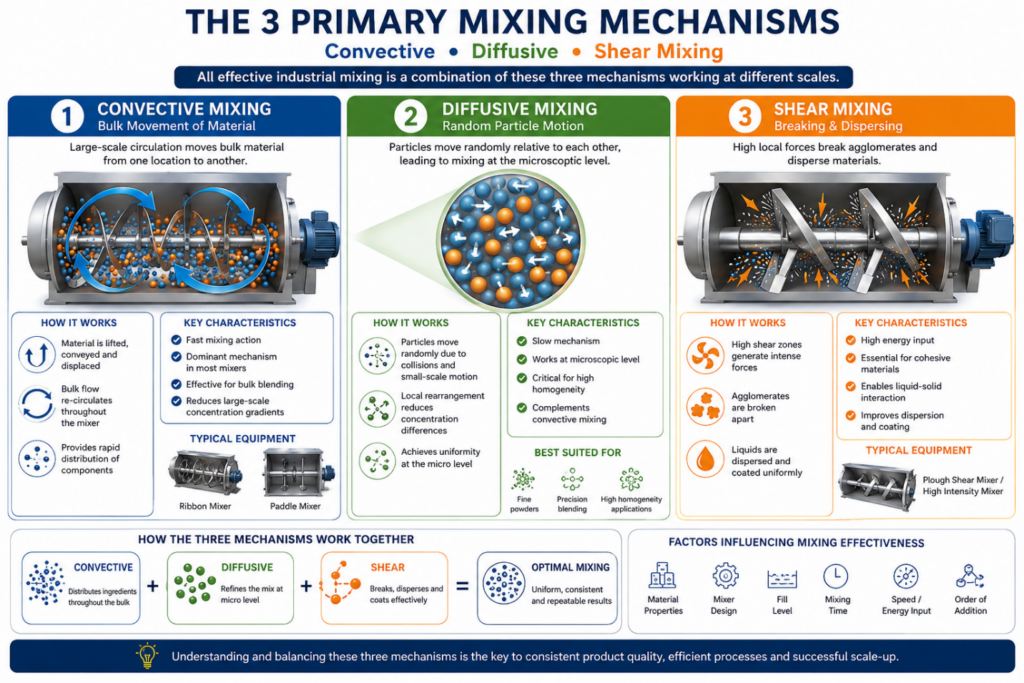
All industrial mixing processes are governed by three fundamental mechanisms:
- Convective Mixing (Macroscopic transport)
- Diffusive Mixing (Microscopic randomization)
- Shear Mixing (High-energy dispersion)
Fundamentals of Powder Mixing
Powder mixing is governed by particle mechanics and statistical distribution rather than fluid dynamics.
Key Forces Acting on Particles:
- Gravitational forces
- Inter-particle friction and cohesion
- Van der Waals forces (for fine powders)
- Electrostatic interactions
- External mechanical forces (from mixer geometry)
Powder systems are inherently unstable due to segregation tendencies, driven by:
- Particle size differences
- Density variation
- Shape irregularities.
Segregation mechanisms include:
- Percolation (fine particles settling)
- Trajectory segregation (coarse particles rolling outward)
- Fluidization effects
Convective Mixing: Macroscopic Bulk Transport
Convective mixing is the dominant mechanism in most industrial mixers and is responsible for bulk material circulation.
Mechanism:
Material is transported through the mixer via mechanically induced flow patterns, typically axial and radial.
Governing Factors:
- Impeller geometry (ribbon, paddle)
- Rotational speed
- Fill level
- Vessel geometry
Technical Insight:
Convective mixing reduces concentration gradients at macro scale, but does not ensure micro-level uniformity.
Industrial Relevance:
- Batch blending of powders and granules
- Pre-mixing stage before high-shear processing
Limitations:
- Ineffective for cohesive powders
- Cannot break agglomerates
Diffusive Mixing: Microscopic Randomization
Diffusive mixing operates at the particle level and is driven by random motion and inter-particle interactions.
Mechanism:
- Particle collisions
- Local rearrangement
- Short-range movement
Diffusive mixing can be described using Fickian diffusion analogies, where mixing reduces concentration variance over time.
Key Characteristics:
- Slow compared to convective mixing
- Critical for achieving high homogeneity
- Strongly dependent on residence time
Industrial Importance:
- Final stage of mixing
- Essential in pharmaceutical and fine chemical applications
Limitation:
- Inefficient as a standalone mechanism
Shear Mixing: High-Energy Dispersion
Shear mixing introduces localized zones of high velocity gradients, generating intense forces.
Mechanism:
- Particle clusters are subjected to stress
- Agglomerates are broken
- Liquids are atomized and distributed
- Shear rate
- Power input per unit volume (P/V)
Applications:
- Cohesive powder mixing
- Liquid-solid blending
- Coating and granulation
Industrial Equipment:
- Plough shear mixers
- High-speed dispersers
Key Advantage:
Enables deagglomeration and uniform coating, which cannot be achieved by convective or diffusive mechanisms alone.
Liquid-Solid Mixing: Multiphase Complexity
Liquid-solid mixing introduces additional complexities due to phase interaction.
Key Objectives:
- Uniform liquid distribution
- Controlled wetting
- Prevention of lump formation
Challenges:
- Capillary forces leading to agglomeration
- Non-uniform wetting
- Localized over-saturation
Mechanism Contribution:
- Convective Mixing → Bulk distribution of liquid
- Shear Mixing → Breaks wet lumps and disperses liquid
- Diffusive Mixing → Ensures micro-level uniformity
Engineering Considerations:
- Spray nozzle design
- Liquid addition rate
- Droplet size distribution
- Synchronization with mixing intensity
Homogeneity Principles and Mixing Quality
Mixing quality is quantitatively defined using statistical measures of variance.
Degree of Mixing (M):
Defined as the reduction in concentration variance:
- • M → 0 (completely segregated)
- • M → 1 (perfectly mixed)
Key Influencing Parameters:
- Mixing time
- Equipment design
- Fill level
- Material properties
- Sequence of ingredient addition
Practical Reality:
Perfect mixing is unattainable – industrial processes aim for acceptable homogeneity within defined tolerance limits.
Sampling Considerations:
- Representative sampling is critical
- Sampling errors can misrepresent mixing quality
Scale-Up Considerations in Industrial Mixing
Scaling up a mixing process is not linear – it requires engineering equivalence between scales.
Common Scale-Up Challenges:
- Change in flow regimes
- Reduced mixing intensity
- Variation in shear distribution
- Altered residence time
Critical Scale-Up Parameters
1. Power per Unit Volume (P/V): Ensures equivalent energy input
2. Froude Number (Fr): Governs flow behavior in gravity-driven systems
3. Geometric Similarity: Maintains consistent flow patterns
4. Tip Speed / Shear Rate: Critical for dispersion and deagglomeration
Best Practice:
Scale-up should be based on dimensionless analysis and pilot validation, not simple geometric scaling.
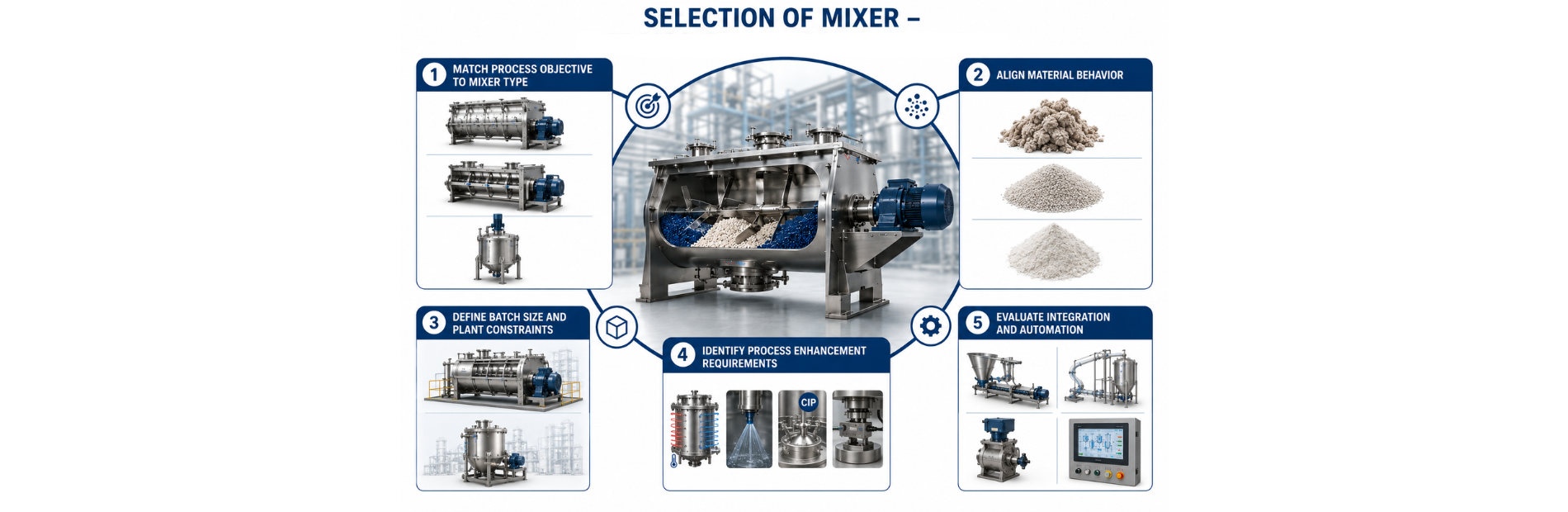
Integrating Mixing Mechanisms for Optimal Design
In industrial systems, effective mixing is achieved by combining mechanisms:
- Convective → Rapid bulk distribution
- Diffusive → Micro-level uniformity
- Shear → Agglomerate breakdown and dispersion
The design challenge lies in balancing these mechanisms based on:
- Material characteristics
- Process objectives
- Product quality requirements
Final Thought: Engineering Mixing, Not Just Equipment
Industrial mixing is not a function of equipment selection alone – it is the result of applied process engineering principles.
- Predictable process performance
- Reduced trial-and-error
- Improved scale-up success
- Consistent product quality